
manufactured capital
The table below depicts the main aspects within Clover’s manufactured capital:
| Producer selection | As at 30 June 2015, Clover sources its milk from 173 carefully selected collection points. |
| Ongoing quality assurance | 55 quality checks are performed on fresh milk from when it is collected at the farm to when it reaches the shelf. |
| Clover Way Better approach to work | Clover’s production systems are flushed every 8 hours to ensure freshness. |
| Clover Way Better supply chain and warehousing capabilities | Delivering to approximately 14 550 points through 583 trucks to an average of 8 customers per day per truck. |
Supply Chain Planning
and Procurement
Clover’s Supply Chain Planning department centrally plans all manufacturing, purchasing, storing and deployment of finished goods throughout Clover’s integrated Supply Chain. Production requirements, stock levels and deployment plans are based on predicted future demand for Clover’s products in the market. The predicted demand is determined through a Sales- and Operations Planning process which entails statistical forecasting models which are further corroborated through a collaborative process with Clover Commercial and Clover Marketing. Due to the seasonal nature of raw milk production, the production plans for finished goods needs to be optimised, taking into account seasonal raw milk intake, desired stock levels and capacity constraints in the Production- and Distribution network. Milk flow from Milk procurement depots to factories is optimized on a daily basis to ensure the lowest possible landed cost of milk at factory gate. Actions to manage potential raw milk shortages and surpluses based on predicted demand vs. supply imbalances, are considered on a regular basis by Clover’s Executive team who will direct the Supply Chain Planning department in terms of implementing the required strategic actions.
The Supply Chain Planning department is furthermore responsible for the management of all Primary transportation between factories and distribution depots as well as bulk deliveries to selected customers. The primary transportation is executed through a combination of Clover managed vehicles as well as external hauliers. Optimization of the mix between own managed fleet and external hauliers as well as ensuring sustainability at the lowest cost is our main objective.
Clover is continuously improving processes to ensure customer demand is met, and that order fulfilment rates are achieved at the lowest possible cost. To create long term value, the following initiatives are currently in progress:
- Integrated Business Planning project:
- the project entails the implementation of state-of-the-art planning software which will replace the current outdated planning tools;
- improved alignment and integration (forward and backward) with Clover’s ERP system will be achieved with less room for human error;
- the system will allow for faster and more efficient what-if modelling and optimization strategies to support decision making; and
- through enhanced S&OP facilitation, the system will contribute to better planning of future demand.
Improved alignment between Operations, Commercial and Marketing will be achieved through enhanced visibility of plans and communication of changes.
- Network optimisation:
- Clover implemented a network optimization model (Profit Point) which provides a simulation capability and optimization engine to evaluate potential changes in the Supply Chain network; and
- the tool will be used on a regular basis to initiate and/or evaluate potential future placements of Production and Distribution points in the network to ensure optimal use of infrastructure in the Supply Chain.
Clover has a centralised Procurement department responsible to procure ingredients and packaging materials from carefully selected suppliers who are contracted to ensure that consistent and high quality materials are used in the manufacturing process. Clover’s procurement philosophy is to build partnerships that shift the understanding beyond just monetary considerations. It encompasses socio-economic objectives and long-term value creation.
Milk Procurement
For the manufacture of dairy products, Clover procures milk from producers, who are contracted to ensure consistent supply and good quality milk, in order to meet market demand. Clover has developed a policy whereby 55 tests are conducted from farm to shelf to ensure that only the best quality and safe milk products are released for human consumption. To further guarantee the best possible quality raw milk, all our milk producers participate in Clover’s Best Farming Practices program, whereby the quality of raw milk is continuously improved at farm level. All of Clover’s raw milk is presently sourced from farms that have passed the Best Farming Practices audits with 80% or more.
Sustainable milk supply
Clover has the longest history of purchasing raw milk from producers in South Africa. Clover’s Unique Milk Procurement System (“CUMPS”) is used to ensure sustainable milk supply throughout the year. The downward trend in the Group’s milk producer numbers is a result of continuous consolidation in the primary industry and is not a threat to the sustainability of milk supply in the short to medium term, but does have an impact on job creation, as bigger producers tend to mechanise more. It is therefore very important for the industry and government to find a way of ensuring a viable agricultural sector and dairy industry, as agriculture is one of the very important cornerstones of healthy rural development and food security.
Economic factors and sustainable milk quality are the largest barriers of entry for emerging farmers. Likewise, a number of Black Economic Empowerment (“BEE”) initiatives have failed due to a lack of expertise, support and dedication at farm level. There are, however a number of very good examples of commercial producers partnering with communities and previously disadvantaged producers. Most of these projects were initiated by Amadlelo Agri (www.amadlelo.co.za) and have proved to be sustainable. Clover has made a meaningful contribution towards the implementation of some of these projects.
Product responsibility over raw milk intake
Clover’s commitment to quality starts on the farms of its producers. In terms of Clover’s Best Farming Practices (“BFP”) programme, based on the International Dairy Federation’s directive, the following aspects are focused on:
- animal health and herd management;
- animal feed and water;
- animal medication and agricultural chemicals;
- milk hygiene and safety;
- environmental management; and
- personnel and people.
As a market driven company, Clover pays careful attention to the needs of the consumers and one of the strong elements that came to the fore, is the fact that the consumers want natural milk products, free from artificial hormones and inhibitors. Although no tests are available in South Africa, Clover has therefore asked its producers to sign a declaration that they will not supply Clover with milk that originated from cows that were treated with recombinant bovine somatotropin (“rBST”) and each and every Clover producer has signed such a declaration. Every tanker load of milk is furthermore tested for inhibitors like antibiotics and milk that has tested positive for inhibitors is coloured with a food colorant and discarded under controlled circumstances. This is further testimony to the fact that Clover will leave no stone unturned to ensure that Clover’s products are safe and nutritious.
Since June 2009, all of Clover’s milk producers have been participating in the BFP programme. Compliance is assured through regular audits and 100% of Clover’s raw milk intake have passed the audits, as already mentioned. Clover is still working on the integration of the above mentioned BFP programme into a much broader Clover Sustainable Dairy Model (“CSDM”). Given the complex and evolving nature of the programme, Clover intends phasing in the implementation over a number of years and this might include the use of consultants to ensure continuous improvement, through sharing in worldwide research and development programmes. Clover is a member of the so-called Dairy Sustainability Framework (“DSF”), which forms part of the Global Dairy Agenda for Action (“GDAA”).
The preliminary focus areas of this integrated programme are:
- herd management, including managing of greenhouse gas (“GHG”) emissions;
- animal feed, pasture and soil management, including GHG emissions and retention;
- water management and treatment;
- animal medication and agricultural chemicals;
- dairy parlour and equipment (including infrastructure, hygiene and safety);
- milk composition and quality;
- environmental management, manure handling and biodiversity, including GHG emissions and the reduction thereof;
- energy management and utilisation of alternative energy resources for the reduction of GHG emissions;
- bio-security, with the main focus on disease control; and
- personnel and the management of people visiting farms and dairies.
| Description | 2015 | 2014 | 2013 | 2012 | 2011 |
| Litres of milk procured from producers (million litres) | 606 | 632 | 668 | 648 | 652 |
| Litres of raw milk transported per kilometre | 111 | 99 | 70 | 69 | 73 |
| Average number of milk producers who supplied milk to Clover during the year | 189 | 218 | 240 | 258 | 293 |
| Estimated number of employees employed by above producers* | 3 103 | 3 277 | 3 637 | 3 738 | 4 102 |
| Estimated number of dependants reliant on income received from above employees** | 12 099 | 13 867 | 13 656 | 18 690 | 20 510 |
| * | The number of employees is based on previous production cost survey statistics and feedback from producers. |
| ** | The number of dependants is based on feedback from producers. |
Quality of raw milk collected
Clover’s Milk Procurement business unit continuously seeks new and better ways of conducting its business. Clover is proud to report that its Electronic Tanker Collection System (“ETCS”) project, a first for the South African dairy industry, has been finalised. It is a huge improvement over the methodologies used in the past, and the system has been approved by the NRCS (a body of the SABS). The NRCS has found the accuracy and repeatability of the equipment to be first in its class. Clover Milk Procurement in conjunction with the NRCS is continually in the process of verifying each collection tanker’s system, to ensure that the same specifications are adhered to throughout the whole fleet. Each and every tanker’s system is verified once a year, to assure the best possible accuracy.
Clover Milk Procurement has embarked on a route to integrate this system completely into newly built vehicles and is looking for ways and means to automate this process even further. Some of the enhancements include the following:
- the new rigid tankers will be able to carry at least 20% more milk than the older rigids;
- accidental damage to the outer panels of the new vehicles will be much cheaper to repair and maintain;
- the current scanners (identifying the bulk tank and
marrying it to the sample bottle) are replaced with
cell phone technology that has multiple benefits,
including:
- the same cell phone can be used to start, manage and end the collection process;
- these cell phones can also be used to communicate and take photos of incidents, accidents, damage to parlours and other problem areas and it can be sent to the relevant manager immediately after it has been captured; and
- the volume of milk pumped into the tanker, as well as the temperature of the milk are displayed on the cell phone’s screen through the whole process of collecting milk.
- Clover Milk Procurement has fitted most of its tankers with 3” suction hoses to ensure the shortest possible turnaround time at farm level. This means that we have the opportunity to get the vehicles back to our branches much quicker, resulting in better utilisation of our vehicles and savings on overtime costs; and
- all new tankers are fitted with level sensors, which means that drivers do not have to climb a ladder to see if the compartment is full anymore. The milk pump stops automatically, as soon as the milk reaches the level sensors. This enhances the driver’s safety, limit raw milk losses and help prevent driver fatigue.
Clover’s Electronic Tanker Collection System (“ETCS”) is without doubt another Way Better innovation and Clover has already seen some benefits falling through to the bottom line, due to much lower raw milk losses than the standard norm, as well as time savings on-farm. Due to the system’s accuracy levels, quite a number of milk producers have recently used the system as benchmark to have their on-farm bulk tanks re-assized by assizing specialists. Clover is now even more confident that the measurement and sampling of milk on-farm is on par with the best in the world.
Production
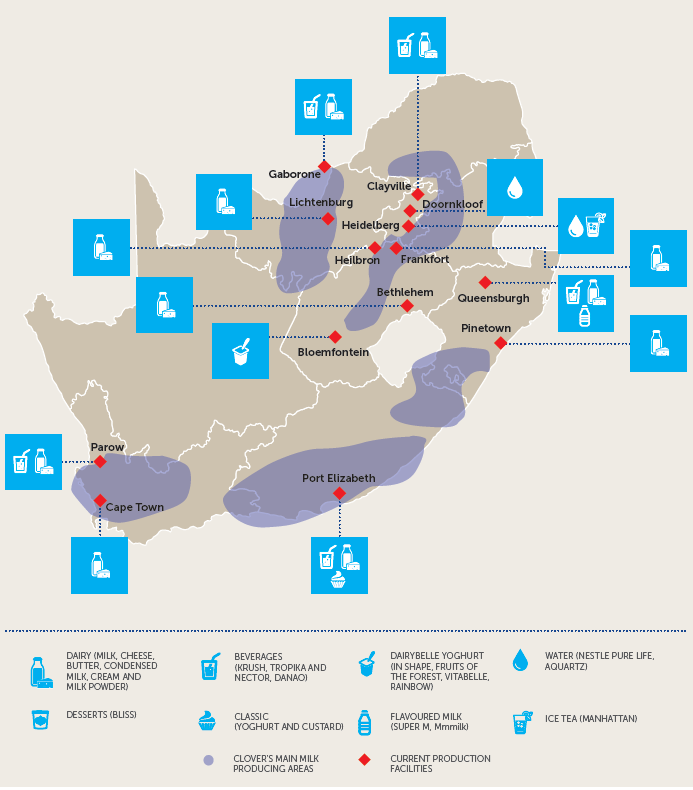
Once the raw milk has passed all quality tests, the milk is processed at Clover’s 16 production facilities across South Africa and in selected African countries. The type of products produced include fresh milk, UHT milk, flavoured milk, as well as concentrated type products such as cheese, butter and milk powder. For the manufacturing of beverage products, the base ingredient, generally in concentrate form, is procured from carefully selected suppliers who are contracted to ensure consistent and high quality materials are used in the manufacturing process. The concentrate is mixed with good quality water to manufacture the final product such as Krush Juice and Tropika. In bottling water, water is extracted from a selected natural ground water source, upon which vigorous tests are routinely performed to ensure ongoing quality and safety of the water source. During the period under review, the group acquired the UHT Milk (Epping plant) and Yoghurt (Bloemfontein) factories from Dairybelle as well as Clover MilkyWay, formerly known as Nkunzi MilkyWay, which is situated in Silverton, Pretoria.
| Facility | Product type |
| Bethlehem | Milk powder Creamers |
| Clayville | Milk (Fresh) Cream (Fresh) Dairy fruit mix (Fresh & UHT) Clover Krush |
| Estcourt | Milk powder |
| Frankfort | Butter Ghee Milk powder |
| Heilbron | Condensed milk Buttermilk powder Whey Powder |
| Lichtenburg | Cheddar cheese Gouda cheese Mozzarella cheese Tussers cheese Feta cheese |
| Parow | Clover Krush Cream (Fresh) Dairy fruit mix Milk (Fresh) |
| Pinetown | Milk (UHT) |
| Port Elizabeth | Dairy fruit mix (UHT) Milk (Fresh) Cream (UHT) Custard |
| Queensburgh | Dairy fruit mix Maas Milk Fresh and Extended Shelf Life Steri flavoured milk Milk (UHT) Clover Krush Dairy fruit mix |
| Facility | Product type |
| Epping | Milk (UHT) |
| Bloemfontein | Yoghurt |
| Clover Waters (Doornkloof) |
Water |
| Inhle (contract manufacturer) |
Aquartz Ice Tea |
| Botswana | Dairy fruit mix Maas Milk (Fresh and UHT) Clover Krush Dairy fruit mix |
| Silverton | Ayrshire milk |
Infrastructure
Clover owns most of its properties, which are built to meet at least the minimum specifications of the national building regulations. For all Clover sites the buildings and equipment are comprehensively insured including for potential loss of profit as a result of business interruption incidents. Reliable supply of utilities to meet the needs of production on a daily basis, is a prerequisite for good market supply. New innovation in technology creates an opportunity for Clover to consolidate some of the facilities through which various synergies would be achieved. Clover constantly assesses and reduces cost in its supply chain to ensure Clover remains cost competitive, while also lowering its impact on the environment. Particular emphasis is placed on continuous improvement and embedding this in the culture of the organisation. Care is taken that both big improvements, and little step by step improvements are properly identified, controlled and managed.
Given the technological progress being made on a daily basis, the ability of companies to compete over the medium term necessitates continuous investment in order to improve efficiencies and reduce costs. Failure to do so would lead to an ineffective cost structure and an unattractive, uncompetitive product offering. To ensure long-term value creation, Clover monitors the following measures:
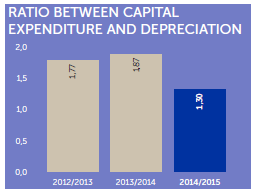 Depreciation vs Capital Expenditure – Key Risk
Indicators
Depreciation vs Capital Expenditure – Key Risk
Indicators
The quality of Manufactured Capital will decrease if net investment is not positive. When capital expenditure is higher than depreciation, the Company invests not merely to keep the quality of manufacturing assets at the same level, but also to improve efficiency and effectiveness. An organisation whose depreciation exceeds capital expenditure over the medium term would suffer a significant decrease in the quality of manufacturing assets. As can be seen, since the 2012/2013 financial year, Clover has invested substantially to enhance the quality of its manufacturing assets and also to cater for medium to long-term growth. It should be noted that the slight deterioration in the ratio for the year under review (though still at a high level), is not related to a decrease in investment, but rather to higher depreciation resulting from the increase in investment over the last three years.-
Factory Machine Availability – Key Risk Indicators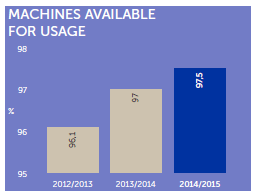
The graph above depicts the percentage of machines that were available for usage in production. Please refer to the next page where the utilisation thereof during the year is discussed.
Achieving a high level of machine availability is important for several business objectives. Higher throughput is achieved, with a set number of hours worked, product losses are reduced and energy consumption is minimised. A further benefit is that assets are properly utilised, and the need for additional equipment to accommodate a higher level of production is reduced when availability improves.
- Capacity Utilisation – Key Risk Indicators
Sales growth is only possible if the manufacturing capacity exists to meet the higher volumes of production required. The ability of the organisation to manage available capacities pro-actively, is critical in order to meet unexpected demand and to reduce capacity as required in order to keep lowering unit production costs on a continuous basis. As a measure of Clover’s ability to continue producing income and other flows, it is important that the capacity utilisation per product group is within best practise. As milk intake is seasonal, with increased milk intake between August and January in any given year, certain factories are working at full capacity in the seasonal peak cycle, where after production reduces substantially in the off season. Therefore Clover’s capacity in the seasonal peak determines limits for increased milk intake. As our business is highly seasonal for some products, the average value as well as the peak (November) value have been considered. For a seasonal product, the peak value is more illustrative. 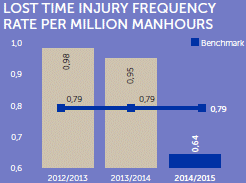 Material trade-offs and interdependencies
between capitals
Material trade-offs and interdependencies
between capitals
Technological progress and the need to continuously improve, impacts the Natural Capital and Human Capital of the organisation directly. Clover’s labour requirements are changing in terms of the required skills level and capabilities. New ways of doing things also impacts on the amount of labour required per unit production. The impacts thereof is monitored by the measurement of production per man hour worked in manufacturing. Progress in this regard improves the ability of Clover to afford a more expensive/skilled labour force. Results from the 2014/2015 financial year shows a decrease from 2013/2014 levels, mainly due to decreased productivity in our cheese manufacturing operations. The company is investing in palletising automation at present, which will improve the output per man hour worked in the 2015/2016 financial year.
| LIQUID FACTORIES CAPACITY UTILISATION |
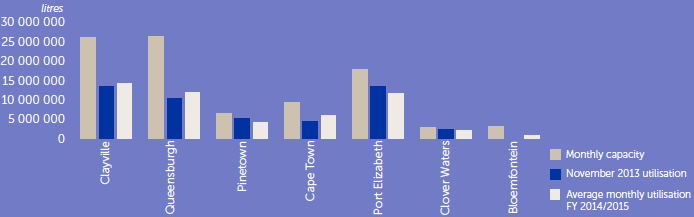 |
| CONCENTRATED FACTORIES CAPACITY UTILISATION |
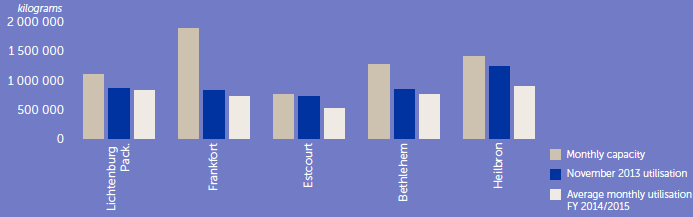 |
Occupational Health and Safety
Employees can only operate efficiently and effectively in a safe and healthy working environment. Formal health and safety policies are in place as well as systems and processes are implemented and monitored. There is a standard health and safety procedure for every potentially dangerous substance or operation in the workplace. All of Clover’s production facilities and distribution facilities were audited during the review period. Measures complying with all applicable environmental legislation and the Occupational Health and Safety Act (“OHS”) were used. Audits are conducted annually to monitor continuous improvement. Independent verification audits were conducted in a three year cycle for the production facilities during the period under review. Refer to the Combined Assurance on the six capitals here where this has been detailed. The Lost Time Injury Frequency rate (based on reportable injuries per million man-hours worked) has improved during the period under review. Below is a table which depicts all health and safety statistics available to Clover as a whole:
| Description | Supply chain |
| Number of people receiving Health and Safety training (1 Person, 1 Course = 1) | 1 090 |
| Fatalities – People working under our control | 1 |
| Total Number of Recordable Injuries, including Medically Treated Cases, Lost Time Injuries and Fatalities | 434 |
| First aid Cases – Persons working under our control | 626 |
| Reportable (Compensation Commissioner) lost time injuries for this financial year | 147 |
| Fatal Injury Frequency Rate (i.e. number of Fatalities per 200 000 person hours worked) | 0,0043 |
| Lost Time Injury Frequency Rate (i.e. the number of LTIs per 200 000 person hours worked) | 0,638 |
| Clover’s target for Lost Time Injury Frequency Rate is to have less than 2 per million hours worked. |
Clover is committed to providing a safe environment for all employees to work in. Below is a table of Clover’s
Occupational Health and Safety legal appointments who assist in ensuring that all Clover premises adhere to the highest
safety requirements:
EXECUTIVE SUMMARY |
|
| 16.2 and Assistant* | 37 |
| 8.2** | 39 |
|---|---|
| GMR2*** | 28 |
| SHE Rep**** | 234 |
| Firefighters | 277 |
| First Aiders | 296 |
| Stacking Inspectors | 24 |
| Accident investigators | 99 |
| Evacuation/Emergency Officers | 30 |
| Occupational Health Nurse/SHE officer | 19 |
| * | In terms of the Occupational, Health and Safety Act, a 16.2 appointment is a person appointed by the CEO of a company, who is responsible for all Health and Safety matters of the company and will be subject to the control and direction of the CEO. |
| ** | In terms of the Occupational Health and Safety Act, an 8.2 appointment is a person appointed to facilitate the occupational safety of the company |
| *** | This appointment is in terms of the General Machinery Regulations. The designated person is appointed in a full-time capacity in respect of each premise on which machinery in used to supervise all machinery. |
| **** | Safety, health and environmental representative who represent all employees of the business. |
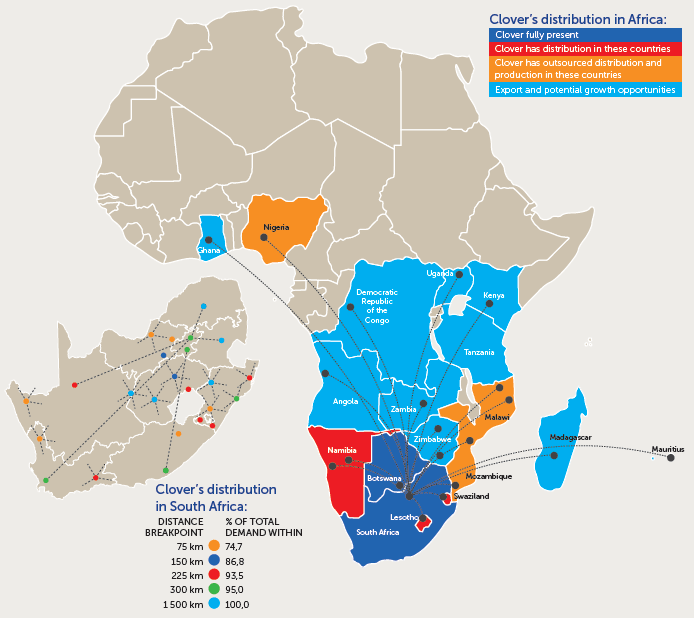
| Distribution network is a key enabling platform. It provides a sustainable competitive advantage to Clover and is central to the growth strategy for Clover and principal products. |
 |
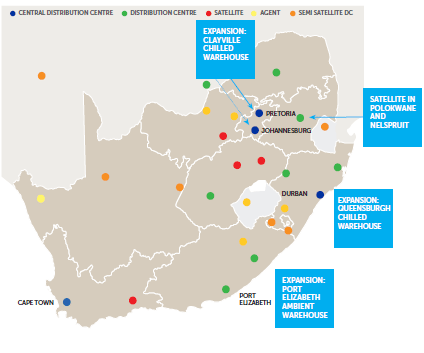
Distribution
Clover makes use of its Primary Distribution Department to move all products from its factories to its distribution facilities across South Africa. On a daily basis, Clover receives customer orders electronically or telephonically at the Customer Call Centre from where orders are processed. Deliveries are then made from one of Clover’s 27 distribution centres to approximately 14 550 delivery points in South Africa. Clover also has agreements with several principal customers on whose behalf distribution and in-store merchandising services are performed at retailers.
Stores receive direct deliveries of Clover products between two and five times per week, depending on sales volumes. Clover has over 600 delivery vehicles which deliver stock to over 14 550 delivery points. Over 800 SKU (stock keeping units) are stored, picked, delivered and merchandised in Clover’s distribution network. More than 50% of all refrigerated dairy and processed meat products delivered to stores are being supplied through the Clover Distribution Network.
Despite specialising in distribution and sales of chilled products, Clover also handles a significant basket of non-perishable food products. In leveraging its capabilities, Clover provides sales and/or distribution services to a host of valued principals, including the likes of:
- Unilever;
- Eskort;
- Foodcorp;
- •Orley Foods;
- Epic Foods;
- Enterprise; and
- Red Bull.
Danone exited the Clover network as of 30 June 2015. In addition, Clover is also renegotiating the chilled distribution contract with Unilever as the contract is out on tender.
In June 2015, Clover completed the Clayville expansion project at a cost of R 160m. Clover is also looking to consolidate the Western Cape in a new facility at the end of the 2015 calendar year. These projects resulted in an additional 60% chilled warehouse capacity for Clover as a whole which will be utilised for its own growth and the growth of existing and new principals.
Masakhane – literally meaning “Let’s build together”Masakhane was born in 2012 with the idea of further improving Clover’s multichannel footprint. The target of the initiative was to grow sales in any store that did not form part of a Key Account or Buying group. This saw C lover rapidly increase its reach into several forms of informal trading i.e. shacks, spaza shops, tuck shops, corner cafés, general traders and bottle stores. |
||
 |
Masakhane’s customer base in 2012 was 600 stores. Currently we are servicing 6210 informal stores. Sales growth in the last 2 years was 665%, albeit of a small base. This exciting channel is still poised for further growth with a forecasted 122% increase in sales during the next four years. |
|

Quality
Quality over final product produced
All Clover products are produced in terms of International Best Practices, regarding quality, hygiene and food safety. All Clover factories are ISO 9001 and HACCP certified and accredited by third party auditors and comply with all International Standards, required for food safety and quality management systems. Clover Quality Assurance and Control performs various tests in all stages of the production process of all its products, through highly trained technicians, in well-equipped laboratories to ensure constant quality, food safety and meeting legal regulatory requirements.
During the past financial year Clover implemented a programme to transform all its quality systems to comply with the world wide accepted FSSC 22000 Quality Management system, and is in the process of applying these principles throughout the complete value chain. Clover also introduced a Supplier Quality Control programme to ensure that all raw materials and packaging materials comply with internationally recognised Food Safety requirements.
Value creation
Through our recent investments in upgrading all our manufactured capital, Clover has created long term value for its stakeholders. Future value creation is set to take place in the following elements of the value chain which fall under the manufactured capital:
Commercial
- Acquire new customers
- Retain and grow current customers
- Identify and enter untouched markets
- Acquire and invest in higher margin products
- Focus on all segments of the market, both formal and informal
Supply chain and procurement
- Improve pricing strategy with suppliers and other role-players
- Integrate Supply Chain Modelling
- Integrate Business Planning
- Procurement – supplier collaboration
- Development of suppliers to limit the risk of milk shortages, to improve Clover’s B-BBEE status and promote job creation
- Milk procurement – supplier collaboration to commence export initiatives and promote growth in national dairy industry
Distribution
- Optimisation of the distribution network with real time execution monitoring
- Distribution mobility through the development of a paperless system to promote streamlined product returns and driver reconciliations
- Distribution Retailer Centralisation
- Expand basket of principal products through
- strategic partnership focus
- Collaboration with customers
Production
- Improve asset utilisation through consolidation
- Promote industry development, export
- opportunities and job creation
- Carbon footprint reduction
- Dairy industrial park for all concentrated products
- Increase capacity utilisation